

 Автор:
Автор: Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими. Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:

металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.

Читайте также: Как сделать своими руками холодную и горячую коптильню
Главный недостаток, с которым сталкиваются молодые мастера, — когда детали остывают, в местах сварки образовываются трещинки. Предотвратить такие последствия возможно только при строгом соблюдении технологии холодного сваривания.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.

Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Читайте также: Как правильно заряжать необслуживаемый аккумулятор автомобиля
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.

Работа инвертором в импульсном режиме
В домашних условиях сварка чугуна электродом с помощью инвертора импульсами используется для сварки тонких деталей, соединения между собой разнородных металлов.
Суть технологии в том, что на основной сварочный ток накладываются дополнительные импульсы тока большой силы в течение короткого промежутка времени. Соотношение длительности и величины импульсов и пауз между ними регулируется автоматически настройкой аппарата.
При этом:
- улучшается качество и прочность соединения;
- контроль дуги и управление процессом;
- снижается доля прожигания металла;
- повышается эффективность сварки;
- шов образуется ровными каплями расплава и будет выглядеть аккуратно.
Импульс обеспечивает расплав электродного металла и тепловую инерцию ванны. Во время паузы металл в сварочной ванне остужается и частично кристаллизуется. Чередование импульс/пауза облегчает работу сварщика, позволяя обойтись без сложных действий электродом.
Метод не рекомендуется применять для деталей, работающих при тряске, вибрации, ударах.
Способы
В подавляющем большинстве случаев чугун сваривают при предварительном разогреве. Именно работа в горячем состоянии наиболее эффективна и дает качественный результат в сравнительно короткий срок. Штатная технология подразумевает нагрев до 600-650 градусов. При полугорячей методике металл согревают только до 300-350 градусов Цельсия. Иногда практикуют и так называемый холодный режим, который вовсе исключает предварительный нагрев.
«Холодная» методика редко позволяет добиться хорошего результата. Однако ее все равно используют довольно широко. Подобное решение привлекательно для начинающих сварщиков из-за простоты и легкости процедур. Для работы применяют электроды особого ряда, содержащие заметное количество никеля либо меди. Иногда используют даже электроды, в которых есть обе такие добавки.

Очистка деталей

Среда, в которой пребывала отливка, влияет на свариваемость не меньше марки сплава из-за впитывающих свойств чугуна. Например, выхлопные коллекторы, подвергавшиеся много лет воздействиям продуктов сгорания под нагревом, будет очень трудно сварить. Вне зависимости от марки сплава и происхождения нужно полностью очистить отливку в области сварного шва — удалить краску, жир, масло, окалину. Полезным будет осторожно и медленно нагревать место сварки в течение непродолжительного времени, чтобы выпарить летучие примеси из обрабатываемой зоны.
Маркировка электродов
Марки сварочных электродов говорят о трех важнейших вещах:
- химический состав;
- целевое применение;
- серия продукта.
Когда изделие обозначено как МНЧ-2, можно не сомневаться, что это медно-никелевый (МН) электрод 2-й марки. Подобная серия содержит и ряд аналогичных изделий. Однако их состав может заметно отличаться. Маркировка может быть, впрочем, куда изощреннее.



Рассмотрим модель Э46-ЛЭЗС-УД-Е431 (3) РЦ13. Символы Э46 показывают, что сопротивление разрыву составляет 46 кг на 1 мм2. Вторая составляющая марки сокращенно показывает бренд производителя. Последние цифры в маркировке обозначают диаметр инструмента. Сокращение «УД» говорит о том, что электроды можно использовать для работы с углеродистыми и слаболегированными сталями. А буквы «РЦ» показывают наличие толстого рутилово-целлюлозного покрытия.
Специалисты отмечают, что чугунные коллекторы следует сваривать при помощи ЦЧ-4. Их толщина составляет от 3 до 5 мм. Работа возможна при нижнем расположении деталей. В зависимости от толщины электрода используют силу тока:
- 65-80 А;
- 90-120 А;
- 130-150 А.



Обычным делом для сваривания самых разных чугунных деталей можно считать МНЧ-4. Полученные с использованием такого электрода швы очень хороши. Дополнительно принимают во внимание вариант обмазки и толщину инструмента. Кроме перечисленных марок электродов, могут использоваться и другие приспособления. Горячую сварку чугуна обычно ведут при помощи ЦЧ-4.
Если же металл разогревают слабо, рекомендуют применять ОК 92.18. На такой инструмент разрешается подавать и постоянный и переменный ток. Используя же ЦЧ-4 для холодной сварки чугуна (такое тоже возможно), требуется подавать электричество обратной полярности. Другим важным требованием будет нижнее размещение обрабатываемых деталей. Основная часть сварщиков отдает предпочтение электродам с маркировкой, закрепленной в ГОСТ 2671.



В большинстве таких изделий присутствует меловое покрытие. Однако у ОМЧ-1 и некоторых других разновидностей используют покрытие специального образца. Иногда применяют также:
- электроды на угольной основе;
- УОНИ и АНО (сделанные из стали);
- электроды с чугунным стержнем.
Варить тонкий чугун в холодном состоянии рекомендуется при помощи ОЗЧ-6. Такой инструмент отлично проявляет себя, если детали поставлены вертикально либо находятся в нижнем положении. Для ответственных деталей правильнее использовать МНЧ-2. Этот тип электродов поможет устранить дефекты, появившиеся в ходе отливки металла. Он же применяется и в наплавочных работах.

Можно легко создать прочный и надежный шов. Работа выполняется как в нижнем, так и в вертикальном положении. Некоторые опытные сварщики и вовсе работают в потолочном положении. Специалисты рекомендуют применять токи обратной полярности. Иногда наплавка чугуна без предварительного нагрева производится с помощью ОЗЖН-1.
Данный тип электродов пригоден даже для серьезных работ, когда есть крупные дефекты. Можно будет с их помощью наплавить значительный объем металла. Предпочтительны вертикальное и нижнее расположения деталей. Технологи подчеркивают необходимость использовать постоянный ток с обратной полярностью.
В последнюю очередь стоит упомянуть инструмент ОЗЧ-2, который тоже изредка применяют в холодной сварке чугуна.


Если возникает необходимость сваривать чугун со сталью, рекомендовано использование ЦЧ-4. Такой электрод применяют и по холодной, и по горячей схеме. Он обеспечивает наплавку 1 или 2-х слоев металла, оперативное устранение дефектов. Оптимальна работа в нижнем положении. Специалисты отмечают, что для ЦЧ-4 идеально подходит ток обратной полярности.
Ficast NiFe K берут, если нужно сваривать деталь из разносортной стали с чугунным изделием. Выбор технологического положения неограничен. Можно получить крепкий шов без трещин и обеспечить легкую обработку. Похожими параметрами отличается и Zeller 855. Эти типы электродов подходят даже для работы с неочищенными изделиями, ржавыми кромками, необязательно удалять и пятна от машинного масла.


Отдельно стоит упомянуть такие популярные иностранные модели, как:
- UTP 86 FN;
- Capilla 41, 43, 44;
- разнообразные угольные электроды от Team Binzel;
- Nickel-333N Unitor;
- Amerarc Ni 99;
- ОК NiFe-Cl-A;
- Oerlikon Monel.

Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Введение

У каждого из нас есть та, старая, тяжелая сковорода из чугуна, которая при желании могла бы легко стать орудием убийства, к которой все прилипает на смерть и при этом она не выйдет из строя из-за материала и будет мучать вас ещё много лет.
Конечно в мире придумано множество соединений, которые не уступают металлу, но при этом чугун-это знак качества, поэтому своей популярности не потеряет.
Так что профессионал вы или просто мастер на все руки в своем доме, вам придётся столкнуться лицом к лицу с процессом сварки чугуна, это может быть крупная промышленно важная конструкция, или просто сковорода вашей жены.
Наша статья раскроет несколько самых главных вопросов, о том какие свойства имеет этот металл, как сварить такой металл и при этом все сделать профессионально.
Технология сварки чугуна электродами. Описание процесса
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
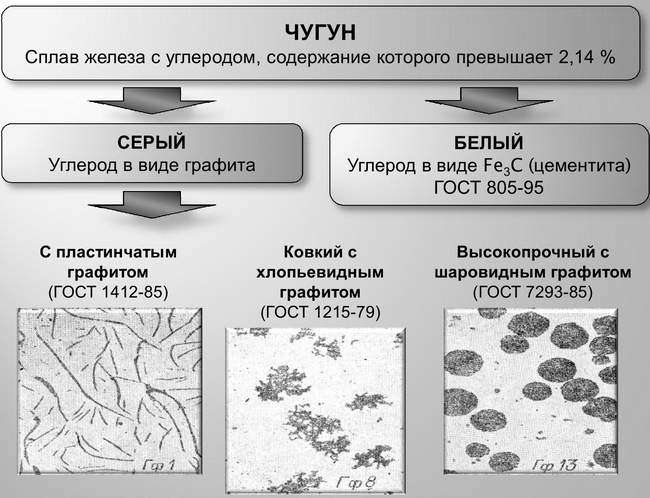
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.

Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.

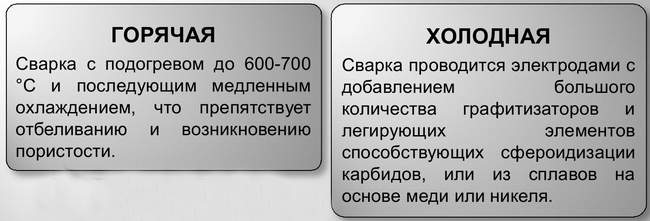
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
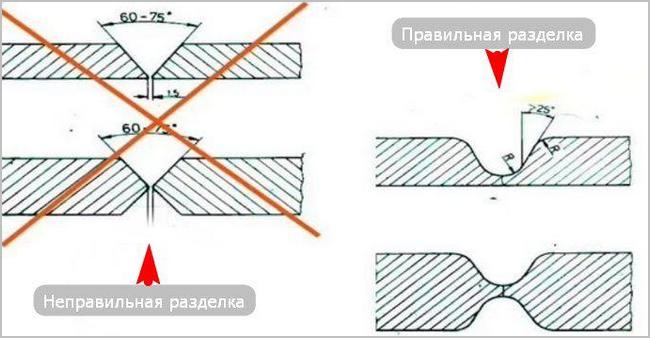
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.

Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.


- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
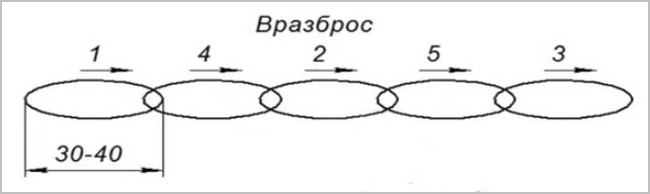
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.

Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
- ЦЧ-4;
- ОЗЧ-2;
- ОЗЖН-1;
- МНЧ-2.

Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Сварочный процесс
После ознакомления с этапом предварительной подготовки сварки чугуна в домашних условиях необходимо должное внимание уделить описанию основных технологических моментов:
придерживаться обратной полярности при подключении;- выставлять мощность на минимум для заданной толщины электродов;
- один непрерывный шов может иметь длину до 50 мм;
- необходимо делать частые перерывы для исключения перегрева стали;
- первые и последние слои при многослойной варке обязательно подковывают молотком с незначительным усилием.

Итак, главные моменты рассмотрены, остается понять, как варить чугун инвертором. Есть два способа.
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение – 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.


После размещения шпилек по их периметру наваривают несколько слоев.
Для исключения перегрева операцию попеременно выполняют на разных сторонах. На заключительном этапе наплавленный металл проваривают несколькими швами.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.
При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.
Рекомендуем к прочтению Как варить медные провода самому


Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.

Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Рекомендуем ознакомиться Сварка чугуна аргоном
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.
Как правильно заваривать чугун
Особые свойства металла вызывают повышенные требования к осуществлению сварочного процесса. Правильный подход обязывает к проведению тщательной подготовки. Рабочая зона должна быть хорошо очищена от любых загрязнений. Используются: болгарка, металлические щетки, «наждачка». Масляные пятна удаляются растворителями. При сильном загрязнении применяются горелки или пескоструйный аппарат.
Интересное: Описание прямой и обратной полярности при сварке
Частое явление — трещины на поверхности по краям чугунных изделий. К их заделке необходим особый подход. Трещины разделываются и очищаются на всю длину для полноценного заполнения расплавом. При необходимости заготовки засверливаются по краям, а торцы разделываются под нужным для сварки углом.
Чугун можно заваривать несколькими способами, и важно правильно выбрать оптимальный вариант.
Технология и способы сварки
Выделяется 3 основных способа сварки чугуна в зависимости от предварительного нагрева:
- Горячий метод. Перед сваркой детали нагреваются до 600-680 °С, что повышает пластичность металла и снижает риск растрескивания. Такая техника идеально подходит для производственных условий, где имеются специальные печи. В доме подобный нагрев обеспечить крайне сложно, да и опасно.
- Полугорячая технология. Металл предварительно нагревается до 320-360 °С. Разогрев производится специальными фенами. В домашних условиях способ осуществить трудно, но при наличии отдельной мастерской можно провести процесс.
- Холодная сварка. Это наиболее распространенная методика для работ дома. Предварительный разогрев не производится или не превышает 60–80 °С. При этом способе придется учитывать все сложности работы с чугуном.
При выборе метода необходимо учитывать безопасность, тип металла и наличие необходимого оборудования.
Особенности сварки в домашних условиях инвертором
Для электросварки в домашних условиях можно использовать обычный инвертор или специальный домашний полуавтомат. Наиболее распространенный способ — холодная сварка электродами, когда в качестве источника тока используется инвертор. При подключении аппарата устанавливается обратная полярность. Он включается на минимальную мощность для данного типа электрода. Сварка производится короткими швами длиной 40–50 мм.
Применяется 2 способа обеспечения прочности сварного шва:
- Сварка со шпильками. Как правило, используются стальные шпильки диаметром до 0,4 толщины чугунной заготовки. Они вставляются в просверленные по краям отверстия. Вылет их не превышает 4–5 мм, а шаг установки — до 5 диаметров. На начальном этапе выступающая часть обваривается вокруг, а расплав заполняет шов. Затем, металл проваривается от шпильки к шпильке, формируя кольцевой шов. Постепенно вся поверхность в месте соединения должна равномерно заполниться наплавляемым металлом.
- Многослойная сварка. После тщательной подготовки кромок заготовок и формирования фасок, детали стыкуется и начинается послойное формирование сварного шва. После нанесение первого слоя осуществляется его тщательная проковка молотком. Затем, процедура повторяется со вторым слоем, и т. д. Если должны вариться плоские заготовки, то после наложения каждого слоя детали переворачиваются и слой накладывается на обратной стороне.
Справка! При проведении сварки важно помнить о том, что перегревать металл нельзя, а поэтому необходимы частые остановки процесса.
Метод сварки с применением шпилек


Зона сплавления – самое уязвимое место соединения из-за отслаивания металла шва. Чтобы ее разгрузить при охлаждении и усадке, используют стальные шпильки (завертыши).
При толщине заготовки 6мм, кромки трещины срезают под углом 45º.
Шпильки плотно вкручивают в приготовленные резьбовые отверстия в шахматном порядке. Выступающая часть завертыша наваривается по контуру. Затем сваривается со всей массой шва способом наложения отжигающих валиков.
При нагрузке на соединение, ее большая часть передается на металл со шпильками, а не на сварной шов, что делает его более долговечным.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Как варить чугун электросваркой в домашних условиях холодным способом
Для небольших повреждений, мелких дефектов ненагруженных деталей, когда к качеству соединения не предъявляются особые требования, данная технология вполне подходящая.
При холодном способе нельзя повышать температуру в зоне сварки. Для этого шов накладывают небольшими частями длиной 30-50мм. с перерывами для охлаждения до 50º-60º. Таким образом, риск появления трещин минимальный.
Чтобы не допустить перегрева, процесс проводят при постоянном токе, а электрод подключают к плюсу инвертора (обратная полярность).
С этой же целью при работе сварщик двигает электродом не по прямой, а зигзагами или по кругу.
Необходимо контролировать скорость движения электрода. При слишком большой скорости могут образовываться непровары. При недостаточной – возможен перегрев и прожог свариваемого металла, особенно тонкого.
Преимущества и недостатки ручной сварки чугуна
Любой процесс имеет свои положительные и отрицательные стороны. Главное, чтобы в данной технологии преобладали преимущества.


Как видно, плюсов больше, поэтому ручная сварка инвертором популярна среди домашних мастеров, в небольших мастерских самозанятых. Заглянув на сайт mrmetall.ru можно узнать еще больше подробностей о сварке чугуна.
Возникающие затруднения


Сложность сварки чугуна электродом в домашних условиях состоит в том, что шов может получиться низкого качества из-за:
- Во время сварки происходит интенсивная закалка металла. Поскольку чугун с низкой пластичностью, это приводит к его хрупкости. В результате в процессе усадки шва, образуются трещины.
- При выгорании углерода активно выделяется окись углерода, которая не всегда полностью выводится из металла. Это приводит к тому, что на месте заварки образуются поры.
- В зоне сварки при неправильном охлаждении металл может отбеливаться. На поверхности появляется слой белого хрупкого чугуна, который не подлежит обработке.
- Из-за окисления кремния, при работе образуются тугоплавкие оксиды, которые трудно прожечь. В этом случае возникают непровары, снижающие надежность шва.
Чтобы не допустить брака, необходимо точно соблюдать технологию. О некоторых тонкостях сварочного процесса можно прочитать на сайте mrmetall.ru.
Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.
Рекомендуем к прочтению Как правильно варить цветмет

.jpg)
Многослойная сварка по технологии отжигающих валиков
Данный способ применяют для заварки трещин в тонкостенных деталях – толщина до 8мм. Валики накладываются в определенной последовательности, при которой каждый последующий воздействует термически на предыдущий, уменьшая его твердость.
Вдоль трещины под углом 45º производят V-образную разделку кромок. Сначала на одну, затем на другую кромку вразброс наваривают подготовительные, а на них отжигающие валики участками длиной по 40-50мм.
При переходе к другому участку, дают охладиться зоне заварки до 50º-60º и проковывают легкими ударами молотка, сбивая окалину. Благодаря этому, подготовительные валики больше прогреваются и после медленнее остывают. В закаленной части шва происходит частичный отпуск и нормализация.
Когда валики наложены по обе стороны трещины, наваривают заключительный соединительный слой такими же отдельными участками. Края последнего слоя должны отстоять на 3-4мм от ближайших границ проплавления.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
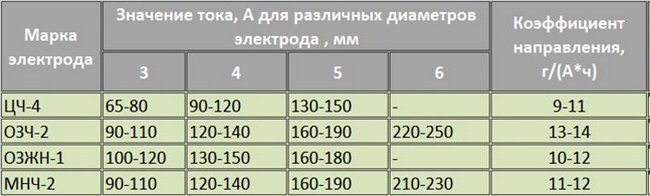
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.

2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
[ads-pc-3][ads-mob-3]
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
- https://pochini.guru/sovety-mastera/tehnologiya-svarki-chuguna
- https://mrmetall.ru/kak-svarit-chugun-obychnym-jelektrodom-v-domashnih-uslovijah/
- https://stroy-podskazka.ru/svarka/chuguna-elektrodami/
- https://tokar.guru/svarka/elektrodugovaya-svarka-chuguna-v-domashnih-usloviyah.html
- https://metalloy.ru/obrabotka/svarka/chuguna-elektrosvarkoj
- https://instanko.ru/drugoe/kak-zavarit-chugun.html
- https://pilomaterialy-spb.ru/elektrody/svarka-chuguna-elektrodom-v-domashnih-usloviyah-invertorom.html
- https://svarkaved.ru/tekhnologii/svarka-metalla/kak-varit-chugun-v-domashnih-usloviyah
- https://plazmen.ru/kak-varit-chugun/
- https://osvarka.com/svarka-metallov/svarka-cuguna-elektrodom
- https://WeldElec.com/info/kak-pravilno-varit/chugun/v-domashnix-usloviyax/
- https://moy-instrument.ru/masteru/kak-varit-chugun-invertorom-elektrodami-po-chugunu.html
